Hace unos días, me comentaba una supervisora de un hospital público, que no le compraban controles de lavado, porque desconocían su existencia en la central de compras ¿Cómo es posible de su servicio de salud?
La limpieza es el paso previo, necesario y obligatorio a los procesos de desinfección y esterilización, ya que reduce considerablemente la carga microbiana del material. Son procesos de soporte que deben estar bien protocolizados y sistematizados a fin de poder dar garantías en la ejecución de los distintos procedimientos y técnicas. Sin limpieza ni desinfección no hay esterilización. Por tanto, los controles de lavado son necesarios.
Las normas UNE-EN-ISO 15883 definen el término lavado en el punto 3.6.3 como “el proceso de extracción de la suciedad y de los agentes contaminantes adheridos sobre las superficies, hendiduras y juntas de los instrumentos mediante la acción mecánica de un fluido, con la adición o no de agentes químicos, en las fases en que estos sean necesarios” (UNE-EN-ISO 15883-1: 2007+ AC 2009).
En el lavado manual (por inmersión o en seco sin inmersión) es difícil homogeneizar el procedimiento y poder controlar los tiempos, concentración de detergentes y temperatura del agua. La limpieza manual requiere personal formado, materiales adecuados que faciliten las tareas como cepillos de diferentes calibres tanto internos como externos, esponjas, paños, pistolas de agua y de aire, ducha, conexiones para acoplar a diferentes calibres y equipos de protección individual. Tan solo la inspección visual final permite tener un control del proceso final. Se debe realizar una inspección visual cuidadosa de los dispositivos sometidos al proceso de limpieza, prestando especial atención a los ejes, juntas de las cajas, instrumentos dentados, etc…

La limpieza de los dispositivos sanitarios se debe realizar principalmente en las Lavadoras- Desinfectadoras (LD) para garantizar la máxima seguridad de los pacientes como la protección del personal que los manipula. Siempre que sea posible, se recomienda el lavado automatizado que incluye el proceso de termo-desinfección y asegura un tratamiento homogéneo respecto a temperaturas, tiempos, dosificación de detergentes, productos limpiadores y lubricantes; además de los registros gráficos que permiten un mejor seguimiento de la trazabilidad. Al finalizar el ciclo de lavado y antes de extraer la carga de la LD deben verificarse los registros generados durante el ciclo de tiempo, temperatura, dosificación de detergentes y las diferentes fases de lavado para comprobar que son correctos. En caso de que los parámetros físicos del ciclo no coincidan con los fijados en el programa, la carga no se considerará limpia y termodesinfectada, y el equipo deberá ser revisado por el Servicio de Mantenimiento para que identifique y corrija la avería.

La norma UNE-EN-ISO 15883-3: 2007+ AC 2009 en el anexo A define el valor A0 como la eficacia de la desinfección térmica expresada en segundos, para conseguir la inactivación de una población bacteriana determinada. El valor A0 de manera práctica implica la medición de la energía gastada (temperatura/ tiempo) que demuestra si el proceso de desinfección ha generado o no el efecto letal deseado. Para un lavacuñas el valor A0 es de 600 segundos, pero en el instrumental quirúrgico el valor A0 es más exigente, 3000 segundos para conseguir la eliminación del virus de la hepatitis B. El incremento de unos pocos grados de temperatura reduce el tiempo de exposición de forma ostensible. La desinfección a 93ºC mantenida al menos 2 minutos y 30 segundos (A0= 3000 segundos) es realizada después de repetidos lavados con detergente productos limpiadores y agua, y garantiza una acción bactericida, fungicida, tuberculicida, y virucida, que contribuye a la eficacia de la esterilización.
| Temperatura ºC |
A0 600 segundos |
A0 3000 segundos |
| 93º |
30” |
2´30” |
| 90º |
1 ´ |
5 ´ |
| 85º |
3´10” |
16´ |
| 80º |
10´ |
50´ |
La UNE-EN-ISO 15883-5: 2008 exige la validación de la LD una vez instalada, para ello deben tener entradas para sondas de validación independientes que permitan verificar la homogeneidad de las temperaturas en el interior de la cuba. Por lo que se refiere a la eficacia microbiológica, se pueden utilizar los test de suciedad. Se han desarrollado varios métodos de verificación (test de suciedad y dispositivos de control), en conformidad con los estándares (UNE-EN-ISO-15883: 2007+ AC 2009, Anexo C). Las LD se deben validar cuando se instalan por primera vez y controladas periódicamente por el usuario para asegurar una conformidad de funcionamiento.
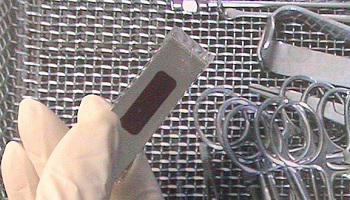
El test TOSI® (Test Object Surgical Instruments®) se ha convertido en una herramienta aceptada para probar el desarrollo de un proceso de limpieza, pero no está incluido en la UNE-EN-ISO-15883-5: 2008 como método útil para la validación de la limpieza. Consiste en una tira metálica parcialmente cubierta por suciedad, con características similares a la sangre humana. La tira está encapsulada en una cubierta de plástico, diseñada para que el acceso de los productos químicos sea más difícil desde un extremo a otro. Es una prueba calibrada y la eliminación de la suciedad indica la eficacia del proceso, se puede colocar en la cesta junto con el material. Permite determinar con fiabilidad, de forma repetible y por una sencilla inspección visual el grado de eficiencia del proceso de lavado. Así mismo, permite diferenciar, en caso de fallo, si el defecto de lavado es aplicable a aspectos mecánicos o a aspectos químicos. Se realizará como mínimo una vez a la semana con tres tiras en diferentes lugares de las cestas, o bien como recomienda el fabricante de forma diaria en todas las lavadoras o túneles (su frecuencia de uso no está establecida en ninguna norma UNE-EN-ISO o Guía). Se considerará como correcto si la prueba de eficacia está completamente limpia. Se considerará como incorrecta si la prueba de eficacia aparece con residuos de cualquier tipo; en este caso se repetirá la prueba para descartar un incidente ocasional. En caso de existir un segundo fallo y en función de la interpretación de resultados, se tomarán las medidas correctivas oportunas.
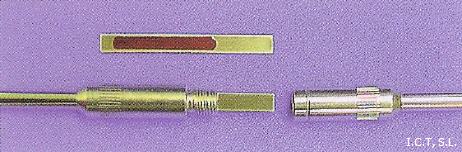
También existe el TOSI LUM-CHECK® para la simulación del lavado interior en tubos, permitiendo colocar un test TOSI® en el interior de un dispositivo tubular de acero que puede unirse a circuitos a través de un conector.
Cuadro Resumen del Control de calidad para el lavado mecánico
| CONTROL |
TIPO |
FRECUENCIA |
| FISICO |
Temperatura
Tiempo
Dosificación detergente
Fases del lavado |
Por ciclo
Por ciclo
Por ciclo
Por ciclo |
| PRUEBA DE EFICACIA TOSI® |
Interno |
Semanal (mínimo) |
| INSPECCION VISUAL |
Externo |
Por instrumento |
Para la evaluación de la eficacia de los procesos de termodesinfección y lavado se empieza a recomendar la realización de controles microbiológicos periódicos de instrumental o de los equipos sometidos a termodesinfección. Su frecuencia debe establecerse en el sistema de gestión de la calidad, ya que no está establecida en guías o normas UNE-EN-ISO. Sus resultados pueden compararse con los estándares de superficie de la Industria Farmacéutica. Se realizará mediante toma de muestras microbiológicas de flora bacteriana aerobia mesófila y flora fúngica (mohos y levaduras); posteriormente se hará un recuento de unidades bacterianas por unidad de superficie muestreada (Zonas limpias<5 ufc/25 cm2 y Zonas estériles 0 ufc/25 cm2 de aerobios mesófilos totales).
Dentro de la línea de monitorización electrónica han aparecido en el mercado varios modelos como el WAD-1® y WAD-5® de Interster®; y el Data Logger 4020® de 3M® para LD que son dispositivos de control independientes a las mismas, no desechables, resistentes y precisos, capaces de proporcionar alta calidad de información; los datos de temperatura y tiempo se almacenan usando un software y pueden ser fácilmente recuperados para valoración en verificaciones de calidad, así como también pueden ser integrados como parte del sistema de trazabilidad. Estos registradores pueden preprogramarse, mediante una programación del tiempo de activación deseado, muestreo de tiempo, temperatura y duración del tiempo de muestreo; ventajas claves que aseguran el control continuo dentro del proceso total. Ofrecen una garantía independiente para poder liberar las cargas basadas en resultados del Valor A0 de letalidad del proceso tal y como se define en la UNE-EN-ISO 15883-1: 2007+ AC 2009. Su utilización debe ser periódica, pudiéndose realizar pruebas diarias de rutina ya que permite monitorizar cada carga liberada (Apartado de 6.8.1 de la norma).

En el Anexo C de la UNE-EN-ISO-15883: 2007+ AC 2009 aparecen como métodos aceptados el Test de la Ninhidrina (puede tener una cierta variabilidad por la superficie de la toma de la muestra), el Método OPA para la detección de contaminación proteínica residual (método cuantitativo pero largo y complejo), y el Método Biuret de tipo semicuantitativo que se basa en la toma de una muestra de 10 cm2 con una torunda específica y ponerla en contacto con su reactivo. La empresa 3M® ha desarrollado un sistema de detección de proteínas CTPRO50® que es acorde a lo marcado a la normativa y que se basa en la detección de proteínas del Método Biuret, permitiendo la detección de hasta 3 µg de proteínas presente el instrumental, tras haber incubado durante tan solo 15 minutos la muestra, lo que le da inmediatez. Se trata de un sistema de control sencillo, rápido, semicuantitativo y otorga autonomía al personal de la central de esterilización al no requerir un equipamiento sofisticado. La frecuencia de uso debe estar determinada, fijada y planificada en el sistema de gestión de calidad.

Como vemos, se ha repetido en varios lugares que «la frecuencia será determinada por el sistema de calidad que esté instaurado en la Central».
Mientras seguiremos buscando el karma de las centrales.
La mayor parte de la bibliografía utilizada pertenece a: Scaini R. La sterilizzazione ospedaliera alla luce della Direttiva Europea 93/42 sui dispositivi medici. Alinea Editrice, Firenze, 2010














Debe estar conectado para enviar un comentario.