El blog de la limpieza, desinfección y esterilizacion de dispositivos sanitarios. Este Blog no pertenece ni representa a ninguna Sociedad Científica, Asociación u Organismo, su finalidad es la difusión de conocimientos y actividades relacionados con la Esterilización. Todo es fruto de una búsqueda personal de evidencia en este campo sanitario. El administrador de este blog no se responsibiliza de la información contenida en el blog pues pudieran existir errores de intepretación o traducción en algún caso de los artículos o fuentes originales. Se recomienda, por tanto, consultar con los escritos originales (enlaces), de los que tampoco este administrador se responsabiliza de su exactitud. Tampoco se responsabiliza de las opiniones vertidas por sus seguidores. Los contenidos patrocinados se indicarán debidamente.
La Central de Esterilización como centro productor (del hospital, de la clínica dental o veterinaria, del centro de salud…) está sometida a diferentes normas y leyes, que garantizan la seguridad de los pacientes, y la calidad de la atención sanitaria. No diferenciamos entre pequeño o gran productor, todos somos iguales ante la ley ¿qué ley? La única el Reglamento 2017/745 y DUS y el RD 1509/2009 que es el que está en vigor en España.
Se debe asegurar la seguridad y efectividad del proceso de esterilización, controlando la calidad de los procedimientos y la validación de procesos. Otros elementos a introducir son la trazabilidad, la gestión y análisis de efectos adversos por productos de la central.
Para ayudarnos, tenemos múltiples normas (todas publicadas en AENOR, y a la venta). Pero estas normas no nos dicen cómo trabajar en la central, sino cómo intentar hacer las cosas mejor, que nadie busque en ellas protocolos de trabajos, guías de ayuda, cuándo poner un control y con qué frecuencia, qué hacer cuando nos traen una caja de préstamos o cuál es la caducidad del envasado. ¡¡Simplemente nos ayudan!!
Hay que armarse de valor para leerlas, casi tanto como ‘someterse a un auditor’ cuando intentas certificarte en alguna de esas normas (generalmente la 9001 o la 14001). En otra entrada, expondré mi visión bastante crítica hacia esas normas y los auditores. Porque nosotros escribimos los protocolos y los auditores no dicen que lo hacemos bien (previo pago, claro).
Siempre se nos olvida que hay una norma específica (que aparece en el listado), que es la UNE-EN ISO 13485 “Los requisitos de esta norma internacional también pueden ser utilizados por los proveedores u otras partes externas que proporcionen producto (por ejemplo materias primas, componentes, subconjuntos, productos sanitarios, servicios de esterilización, servicios de calibración, servicios de distribución, servicios de mantenimiento) a tales organizaciones” [párrafo actualizado el 09/03/2020, Gracias X.]
En él se tratarán diversos temas sobre higiene y esterilización, dos campos que siempre he reinvidicado como parte de la Cartera de Servicios de MPySP. Algo en lo que incidirá en su ponencia el Dr. Juan Martínez Hernández («Mejorando la Salud Juntos. Un conjunto de Medidas para la Cooperación entre Salud Pública y los Servicios de Medicina Preventiva Hospitalarios»), amigo y compañero de promoción que es Director General de Salud Pública en Madrid, algo dirá de la coordinación, transversalidad…. ¡gran orador!
Abre el Congreso con un taller mi amigo Miguel Ángel Rey de Dr Weigert, y que tratará algo de lo que decimos siempre «sin limpieza no hay esterilización», el título se su taller lo dice «Seguridad del personal sanitario implementando un paso de pre-desinfección y los factores claves en un lavado de excelencia para una esterilización eficaz».
Al día siguiente hay una mesa sobre higiene ambiental y el peróxido vaporizado («Evidencias científicas de la Eficacia de la Tecnología AHP en la desinfección de superficies Hospitalarias: Peróxido de Hidrógeno Acelerado»), una tecnología que será presentada por Diversey.
Y la esterilización tendrá una mesa monográfica el viernes 16, y que moderará el Dr. Vicente Zanón. Se trata de una mesa en la que las principales empresas del sector estarán presentes, y que nos mostrarán sus novedades. Algunas de ellas tuvimos ocasión de conocerlas en el XXIII Congreso del CEDEST, en especial las relacionadas con nuevos equipos de esterilización en frío:
Novedades del grupo Matachana. Elena Lorenzo (Matachana Group)
Nuevas tecnologías y avances en los procesos de esterilización. Fermín Benito y Ana Navarro (ASP)
Nueva solución para la Esterilización por baja temperatura por peróxido de hidrógeno y ozono. David Martínez (Getinge)
¡Peróxido en diferentes formas y combinaciones! Parece que es actor de moda.
Ryan Gosling (personalmente no me gusto La La Land)
Y hay dos sobre endoscopios, que pueden estar muy relacionados con la Encuesta sobre reprocesado de endoscopios flexibles, que ha coordinado el Dr. Jesús Molina Cabrillana, y de la que tuvimos noticias y datos en la última Jornada de Medicina Preventiva de Murcia.
Actualización del control de reprocesamiento de endoscopios. Isabel Salvador (3M Iberia)
Nuevos estándares en el reprocesamiento de endoscopios. Rafael Ruiz (Pentax Iberia)
Sobre endoscopios, nos habló Enriqueta Hernández Soto de la Asociación Española de Enfermería en Endoscopia Digestiva en el XXIII Congreso del CEDEST.
Espero conseguir el libro de comunicaciones cuando se publique, por que no estaré en el congreso. El jueves 15 es uno de esos días que «brillan más que el sol: Jueves Santo, Corpus Christi, y el día de la Ascensión», festivo en Toledo y en toda Castilla-La Mancha.
Se trata de un problema frecuente en nuestras centrales. Una cosa es que estén algo humedad, algo normal y natural después de un proceso de esterilización, y otra cosa salir chorreando ¿Por qué? ¿cuál es la diferencia entre humedad y chorrear?
La mayoría de las veces se lo atribuimos al autoclave de vapor «no funciona» «estos de mantenimiento» «aquí estoy yo y mi aparato». Puede ser o no.
Quizás hayamos cargado demasiado el autoclave, y se producen condensaciones o abusamos de la carga mixta, mezclando textil e instrumental. Puede ser o no.
Pocas veces pensamos en que sea culpa del vapor de red o de la calidad del vapor. El vapor como agente esterilizante se comporta de la siguiente forma:
Aporta la humedad necesaria para la destrucción de los microorganismos.
Aporta la temperatura necesaria para que esa destrucción se realice más rápidamente.
Por todas estas razones, la calidad del vapor generado es un factor decisivo a tener en cuenta para el éxito de este proceso. Las propiedades físicas más importantes que el vapor debe cumplir para este método de esterilización.
El vapor utilizado debe ser saturado, es decir, debe estar en equilibrio con el agua a una determinada temperatura. Se trata de una cantidad de vapor concreta y a una determinada presión que invade toda la cámara de esterilización, sin que exista presencia de aire. Cuando el vapor saturado se pone en contacto con cualquier material más frío, se condensará inmediatamente y transferirá su energía calorífica al material, calentándolo rápidamente. Los problemas relacionados con la calidad del vapor:
Un vapor recalentado (seco) o sobresaturado (demasiado húmedo) puede interferir en el proceso de esterilización e impedir que se cumplan las condiciones para que ésta se produzca de la manera adecuada. En el primer caso, un vapor recalentado, estará más “seco”, por lo que la necesaria condensación sobre los materiales, su capacidad de penetración, y por consiguiente, la transferencia de calor se verán dificultadas.
Por lo que respecta a un vapor sobresaturado, (aquel vapor que por efecto de un enfriamiento previo contenga más cantidad de agua de la correcta), habrá perdido buena parte de su calor original, por lo que es menos efectivo en la transferencia de energía. Sobre todo en ciclos con períodos cortos de secado que se programan en casos de urgencia. El vapor sobresaturado puede provocar otro tipo de problema: si llega a estar en contacto con los objetos que deben ser esterilizados (especialmente textiles o objetos porosos), las capas exteriores de dichos objetos se mojarán. Esta agua accidental evitará que el vapor pueda penetrar en el resto del material, actuando a modo de escudo.
El vapor debe ser, además, puro, es decir, exento de partículas extrañas o gases no condensables. Por esta razón, la calidad del agua es un parámetro fundamental a tener en cuenta y a controlar. La Norma EN 285: “Esterilización. Esterilizadores de vapor. Esterilizadores de vapor de gran capacidad. Requisitos y ensayos”, define en su anexo B, en la tabla B.1, las características del agua y el vapor admisibles para el correcto funcionamiento del esterilizador.
Otro condicionante esencial para que el vapor actúe de forma correcta, es la ausencia de aire dentro de la cámara del esterilizador y en el interior de los paquetes que pretendamos esterilizar. El vapor no se mezcla con el aire, por lo que si éste no es eliminado completamente, el vapor de agua no podrá llegar a todos los puntos de la carga y consecuentemente la esterilización no tendrá lugar de forma idónea.
Por último, existen otros condicionantes que pueden impedirnos la penetración del agente esterilizante. Entre estos, podemos destacar los embalajes inadecuados como: las cajas cerradas sin filtro, las cajas semiabiertas, tubos ocluidos, etc.
¿Y esa caja húmeda es estéril?
El envasado tiene como objetivo mantener la esterilidad durante el transporte y almacenaje. Para ello se utilizan diversos productos y contenedores que cumplen la exigencia de ser permeables al agente esterilizante y comportarse como barrera biológica. Los contenedores herméticos que utilizamos satifacen ambas condiciones, siendo su única zona permeable los filtros de papel ubicados en su cara superior. Si estos filtros están secos, son una adecuada barrera frente a la contaminación, por lo que puede utilizarse el material sin ningún riesgo.
Cuando se envasa el material en cualquier tipo de bolsas de papel o en triple barrera ( textil- tejido sin tejer- textil) debe rechazarse todo envase húmedo, porque en ese caso no se consigue un aislamiento efectivo frente a la manipulación durante el transporte.
Por último decir que existe una prueba muy fácil para ver el secado. Está descrita en el apartado 8 y 20 de la UNE-EN ISO 285. Se trata de hacer una doble pesada, antes y después. El incremento del peso no debe ser superior al 1% en el textil, o al 0,2% en el metal. La AAMI en su documento sobre autoclaves de sobremesa dice un 0,5% de ganancia de peso.
Y lo más importante, y que debemos explicar a nuestros clientes (el quirófano), que es imposible detectar este problema en los contenedores hasta que se abren, lo que se realiza siempre en el punto de uso, de ahí que es necesaria su colaboración.
Raro es el centro donde no existe un miniclave, desde el hospital de última generación hasta una consulta dental en el medio rural más alejado del Valle del Pusa (Toledo). Muchos creen que al ser pequeños y llamarse ‘minis’ tienen menos requerimientos, controles y exigencias. Pues no, son las mismas que para un autoclave ‘de los grandes’.
La esterilización realizada con miniclaves se suele hacer en el punto de uso o por pequeños usuarios y se utilizan autoclaves de vapor de dimensiones reducidas (5-50 litros). Están regulados por la EN-13060: 2004, una norma que todos debemos tener y conocer.
Los autoclaves antiguos (anteriores al Real Decreto 414/1996 y por supuesto al Real Decreto 1519/2009) carecen del marcado CE y solo disponen de ciclos de vapor de tipo gravitatorio.
Los miniclaves más modernos se clasifican según la UNE-EN 13060: 2005+ AC1 2007+ AC2 2009:
1.- Autoclaves grupo N: Por ‘Null’ o desnudos
– Sólo disponen de ciclos gravitatorios. El vapor penetra por desplazamiento, lo que hace que las condiciones del proceso sean mucho más vulnerables, pudiéndose utilizar en material NO poroso.
– No permiten el embalado ni embolsado, de ahí que se llamen ‘Null’. El instrumental debe introducirse desmontado, y nunca envuelto en paños o bolsas, ni colocado en contenedores o con filtros.
– Requiere que el instrumental sea utilizado en el instante. ¡ojo! Nada de esterilizar y dejarlo en la bandeja durante 3 horas o para el día siguiente (si no se ha utilizado). Este equipo es verdaderamente un equipo en punto de uso.
– El instrumental suele salir mojado o húmedo, por lo que conviene colocar una gasa estéril en el fondo de la bandeja.
– No hay un registro documental del proceso.
– Los tiempos de esterilización son de 10 minutos (134ºC) o 30 minutos (121ºC)
2.- Autoclaves grupo S:
– Disponen de ciclos gravitatorios y de vacío.
– Permiten esterilizar material poroso, embalado y embolsado.
– Se pueden esterilizar lúmenes y objetos canulados.
– Disponen de sistemas opcionales de registro de datos.
3.- Autoclaves grupo B: Cumplen las exigencias más elevadas en cuanto a seguridad y funcionamiento, son iguales que los grandes o ‘Big’.
– Disponen de ciclos gravitatorios y de vacío, e incluyen ciclos para priones.
– Permiten esterilizar material poroso, embalado y embolsado.
– Disponen de ciclos de penetración, test de vacío y Hélix (DPH: Dispositivo de Prueba Helicoidal).
– Tienen procesadores de datos y registro obligatorio de los mismos.
Los miniclaves del tipo S y B gracias al prevacío permiten una amplia gama de ciclos:
Rápido o express (134ºC)
Estándar para instrumental o textil (134ºC)
Priones (134ºC y 141ºC)
Cauchos (121ºC)
Test de penetración (Hélix)
Tipo de autoclave
N
S
B
Tipo Ciclo
Gravitatorio
Prevacío
Opcional
Embolsado
NO
SÍ
SÍ
Material Sólido
SÍ
SÍ
SÍ
Contenedor
SÍ
SÍ
SÍ
Material Poroso
NO
SÍ
SÍ
Carga Hueca «A»
NO
Opcional
SÍ
Carga Hueca «B»
NO
SÍ
SÍ
Control Químico
SÍ
SÍ
SÍ
Control Biológico
SÍ
SÍ
SÍ
Helix o penetración
NO
SI
SI
Bowie Dick
NO
SI
SÍ
Impresora
NO
Opcional
SÍ
En otra entrada de este Blog hablaremos de los miniclaves tipo ‘cassette’, de uso muy frecuente en oftalmología, y debemos conocer sus especificaciones técnicas, ya que no todos son iguales. Los autoclaves de cassette «Statim» S cumplen con la normativa EN13060
Las duraciones de los ciclos varían de 25 a 60 minutos. Los parámetros de esterilización son:
Temperatura
Presión
Tiempo de exposición
121 º C
1 atmósfera
15 minutos
134 º C
2 atmósfera
3 minutos
Los esterilizadores tienen unos programas establecidos de antemano por el servicio técnico en función de las necesidades del centro de uso. Algunos de estos ciclos pueden ser:
– Programa Rápido a 134ºC (Express): Para instrumentos de estructura simple sin canales o lúmenes, esterilizados en bandejas abiertas y/o cajas no cerradas herméticamente, sin embalar.
– Programa Corto a 134ºC: Para instrumentos de estructura compleja con canales o lúmenes estrechos, esterilizados en cajas no herméticamente cerradas, en bandejas abiertas y/o en casetes o contenedores, sin embalar. La fase de secado, de 1 a 5 minutos, se puede acortar manualmente mediante la interrupción del programa.
– Programa Estándar 134ºC (Instrumental y textil): Para material poroso y/o instrumentos de estructura compleja con canales o lúmenes estrechos, esterilizados en bandejas, cajas o envases de esterilización, con embalaje sencillo o doble. La fase de secado de 15 minutos no se puede acortar.
– Programa Standard a 121ºC: Para material termosensible poroso y/o instrumental de estructura compleja con canales o lúmenes estrechos, esterilizados en bandejas, cajas o envases de esterilización, con embalaje sencillo o doble. La fase de secado de 15 minutos no se puede acortar.
– Programa Especial (Priones) a 134ºC: Para material poroso y/o instrumentos de estructura compleja con canales o lúmenes estrechos sospechosos de estar contaminado con priones, esterilizados en bandejas, cajas o envases de esterilización, con embalaje sencillo o doble. La fase de secado de 15 minutos no se puede acortar.
– Prueba de vacío: Para el control de la hermeticidad del sistema de cámara. Se tiene que efectuar con la máquina fría. Si el resultado no es correcto, avisar al servicio técnico.
– Test de penetración y Test Bowie-Dick: Prueba de obligado cumplimiento y de realización diaria (UNE-EN-ISO 17665: 2007)
Los test, pruebas o dispositivos de desafío (PCD: Process Challenge device) se diseñan para constituir una resistencia definida a una proceso de esterilización y utilizados para evaluar el funcionamiento del proceso (apartado 3.34 y 12.1.6 de la UNE-EN-ISO 17665-1), están constituidos de manera que pueden alojar en su interior un sistema de indicador químico o biológico en una posición que hace difícil la entrada del agente esterilizante. Pueden ser de dos tipos, por un lado tenemos las pruebas para cargas porosas como la prueba de Bowie-Dick, y por otro lado están los dispositivos de carga hueca (Hollow load); mal llamado Test Hélix que proviene de la Hélice de Pickerill-Line.
El Duque Blanco: David Bowie
Para comprobar la correcta extracción del aire y el proceso de penetración del vapor (Test de penetración), se utiliza un dispositivo de prueba (Hélix, de acuerdo con EN- 13060-2 y EN 867-5) y es obligatorio en los equipos S y B.
Para esterilizadores pequeños se recomienda el desafío de tipo hélice o Test Hélix (EN 867-5) en lugar del Bowie-Dick de forma diaria; aunque éstos últimos se pueden utilizar en el ciclo correspondiente de 3,5 minutos a 132-134ºC.
El Test Bowie-Dick es una prueba de obligado cumplimiento y de realización diaria en grandes esterilizadores (UNE-EN-ISO 17665: 2007); en los esterilizadores pequeños se recomienda el Test Hélix (EN 867-5), debido a los posibles errores de penetración .
El Test Bowie-Dick tiene que ir precedido de un ciclo de calentamiento, y se realizará diariamente al inicio de la jornada en todos aquellos autoclaves de vapor que utilicen ciclos de prevacío (tipo S y B), siendo incompatibles con los gravitatorios (tipo N). Un resultado inicial no satisfactorio obliga a realizar una segunda prueba, y si ésta vuelve a ser incorrecta, esto indica que el esterilizador de vapor no debe utilizarse hasta que se haya solucionado el fallo o avería.
El Test Bowie-Dick emplea indicadores químicos de Clase B que se ajustan a la norma UNE-EN 867-3 (apartado 7.38) o UNE-EN-ISO 11140-1: 2007 que lo clasifica como de tipo 2. La norma UNE-EN 285: 2007 (+AC1 2008+AC2 2009 y el estándar americano AAMI/ ANSI ST79 describen tres tipos diferentes de pruebas o versiones que debemos conocer y tener en cuenta en el momento de su uso:
a) Versión americana (ISO 11140-5), que se ajusta a los estándares de la AAMI/ANSI ST79. Simula un paquete de prueba de algodón de 4 Kg. ± 200 gr. (± 5%) en un paquete de 24x35x29 cm. y que denominan DART (Daily Air Removal Test)para ciclos de 132º C durante 3 minutos.
b) Versión europea (UNE-EN-ISO 11140-4: 2007) que cumple con la UNE-EN 285 (apartado 17) y se valida para un paquete de 7 Kg. ± 10%, de 25x35x20 cm., en un programa de 134º C durante 3,5 minutos o 121º C en 15 minutos. Vemos que es diferente y superior en peso al paquete americano, por lo que es más sensible.
c) Versión europea (UNE-EN-ISO 11140-4: 2007 y UNE-EN 867-5:2002) para paquetes de 7 Kg. y que cumple los test de carga hueca, que requiere adicionalmente la norma 285, y la UNE-EN 13060 para los miniclaves de tipo B y S.
La UNE-EN-ISO 17665-2: 2009 da la recomendación de realizar diariamente la Prueba de Bowie-Dick y la Prueba de “carga hueca tipo A” anualmente, que está definida en la UNE-EN 13060.
Cuadro Resumen del Control de calidad para la esterilización por vapor
CONTROL
TIPO
FRECUENCIA
FISICO
Presión
Temperatura
Tiempo
Por ciclo
Por ciclo
Por ciclo
PRUEBA DE VACIO
Bowie-Dick
Diario
TEST DE PENETRACIÓN
Test Hélix
Diario
QUIMICO
Interno
Externo
Paquete > 30 L.
Todos los paquetes
BIOLOGICO
Esporas de Bacillus stearothermophillus
Semanal
En los últimos años se han desarrollado dispositivos electrónicos alternativos para realizar la prueba de Bowie-Dick, ofreciendo un registro electrónico, además de múltiples funciones diagnósticas; pero lo dejaremos para otras entradas de este blog.
Hoy entra en vigor el Reglamento de la Unión Europea 2017/745 sobre Productos Sanitarios y su fecha de aplicación según el periodo transitorio de 3 años, que se indica en su articulo 123, será el 26 de mayo de 2020.
El reprocesado y uso de productos reprocesados tiene que estar permitido por leyes nacionales. Así que de momento en España seguimos con el RD 1519/2009, y por eso sigue estando prohibido.
Los reprocesadores de productos de un solo uso se convierten en fabricantes, y deben asumir todas las responsabilidades y obligaciones que ello supone. De momento las centrales de los hospitales están todavía lejos de conseguirlo, ya que deben validar equipos (que es lo más costoso económicamente) y tener un sistema de gestión de la calidad y de gestión de riesgos. Además de la omnipresente UNE-EN ISO 9001, debemos cumplir otras normas (UNE-EN ISO 13485, UNE-EN ISO 14969 y la UNE-EN ISO 14971). Tenemos como guía o ayuda la UNE 179003:2009
Los estados miembros pueden permitir a los hospitales no aplicar todos los requisitos si:
La seguridad y rendimiento del nuevo producto son similares a las de los productos originales
El reprocesado se hace según especificaciones comunes sobre gestión de riesgos, la validación de procedimientos, liberación paramétrica o no de productos, ensayos, sistemas de calidad, etc…
Solo se reprocesarán productos que se considere seguro hacerlo
El cumplimiento de las especificaciones se certifica por un Organismo Notificado
Los estados miembro pueden aplicar estas excepciones también a productos que se reprocesan en empresas externas a los hospital (PERO el producto vuelve al mismo hospital). Parece que los centros sanitarios y los fabricantes externos tendrán un régimen especial
Se abre la posibilidad a los «third party», aunque cada país puede imponer limitaciones al reprocesado y el uso de productos reprocesados
Vemos que tenemos que esperar al desarrollo del artículo 17 de este Reglamento.
Los equipos de ultrasonidos funcionan por el principio de la cavitación. Mediante ondas ultrasónicas de alta frecuencia despegan la suciedad adherida a la superficie del material, algo así como los sistemas «quitagrasas». Sólo son aptos para su uso en instrumentos de metal, dado que los plásticos y los materiales elásticos anulan la cavitación.
Elimina eficazmente la suciedad y es un proceso más rápido que el de la lavadora automática. Así mismo, pueden causar daños en los elementos cromados y en el instrumental que presente erosiones previas, y no conviene introducir en un mismo ciclo de lavado instrumentos fabricados con diferentes metales.
Se seguirán los siguientes pasos:
– Se le añadirá al agua tibia (40ºC a 45ºC) el producto limpiador diariamente o cuando vaya a utilizarse, en la proporción que indique las instrucciones del mismo. Recordar que normalmente, estos detergentes se presentan en forma concentrada ¡agua tibia! (no la del turno anterior, o de no se sabe cuando)
¡no olvidar poner agua en la cubeta! 🙂
– El instrumental se colocará dentro de las cestas, bien abierto, y habiendo sido enjuagado con anterioridad. El instrumental debe ser colocado abierto, evitando que los instrumentos de gran tamaño produzcan “zonas de sombras” sobre los más pequeños. Debe de quedar todo el material completamente sumergido. Normalmente, basta con 10-15 minutos para que quede limpio, todo depende de la frecuencia del ultrasonido. Los tiempos establecidos son: 5 minutos para transductores de 20-25 Khz, y 3 minutos para transductores de 35 Khz y con una potencia de 238 W. Además el agua del ultrasonido será renovada diariamente y a una temperatura de 40-45ºC.
Un control que se puede realizar es la medida de la temperatura con una sonda calibrada, su frecuencia dependerá del grado de utilización del aparato, pero el usuario deberá definir en el protocolo su frecuencia.
– El aclarado debe de ser con agua tratada abundante.
– Se realizará un secado inmediato con papel, nunca con tejidos de algodón o gasas y compresas.
Para comprobar el buen funcionamiento del baño de ultrasonidos se utiliza un indicador químico (Sonocheck®) consistente en un vial conteniendo unas bolitas de cristal y un líquido de color azul, el fenómeno de cavitación hace chocar las bolas de cristal entre sí lo que desencadena una reacción química consistente en un cambio de color muy pronunciado del líquido.
Se puede utilizar con la carga o solo, su uso dependerá del grado de utilización del aparato, será el usuario el que definirá en el protocolo su frecuencia. La ANSI/AAMI en su informe ST 79; 2009A Section 7.5.3.3 establece los ultrasonidos como método mecánico de limpieza y que el control del mismo debe realizarse al menos semanalmente y diariamente si es posible.
Hace unos días, me comentaba una supervisora de un hospital público, que no le compraban controles de lavado, porque desconocían su existencia en la central de compras ¿Cómo es posible de su servicio de salud?
La limpieza es el paso previo, necesario y obligatorio a los procesos de desinfección y esterilización, ya que reduce considerablemente la carga microbiana del material. Son procesos de soporte que deben estar bien protocolizados y sistematizados a fin de poder dar garantías en la ejecución de los distintos procedimientos y técnicas. Sin limpieza ni desinfección no hay esterilización. Por tanto, los controles de lavado son necesarios.
Las normas UNE-EN-ISO 15883 definen el término lavado en el punto 3.6.3 como “el proceso de extracción de la suciedad y de los agentes contaminantes adheridos sobre las superficies, hendiduras y juntas de los instrumentos mediante la acción mecánica de un fluido, con la adición o no de agentes químicos, en las fases en que estos sean necesarios” (UNE-EN-ISO 15883-1: 2007+ AC 2009).
En el lavado manual (por inmersión o en seco sin inmersión) es difícil homogeneizar el procedimiento y poder controlar los tiempos, concentración de detergentes y temperatura del agua. La limpieza manual requiere personal formado, materiales adecuados que faciliten las tareas como cepillos de diferentes calibres tanto internos como externos, esponjas, paños, pistolas de agua y de aire, ducha, conexiones para acoplar a diferentes calibres y equipos de protección individual. Tan solo la inspección visual final permite tener un control del proceso final. Se debe realizar una inspección visual cuidadosa de los dispositivos sometidos al proceso de limpieza, prestando especial atención a los ejes, juntas de las cajas, instrumentos dentados, etc…
La limpieza de los dispositivos sanitarios se debe realizar principalmente en las Lavadoras- Desinfectadoras (LD) para garantizar la máxima seguridad de los pacientes como la protección del personal que los manipula. Siempre que sea posible, se recomienda el lavado automatizado que incluye el proceso de termo-desinfección y asegura un tratamiento homogéneo respecto a temperaturas, tiempos, dosificación de detergentes, productos limpiadores y lubricantes; además de los registros gráficos que permiten un mejor seguimiento de la trazabilidad. Al finalizar el ciclo de lavado y antes de extraer la carga de la LD deben verificarse los registros generados durante el ciclo de tiempo, temperatura, dosificación de detergentes y las diferentes fases de lavado para comprobar que son correctos. En caso de que los parámetros físicos del ciclo no coincidan con los fijados en el programa, la carga no se considerará limpia y termodesinfectada, y el equipo deberá ser revisado por el Servicio de Mantenimiento para que identifique y corrija la avería.
La norma UNE-EN-ISO 15883-3: 2007+ AC 2009 en el anexo A define el valor A0 como la eficacia de la desinfección térmica expresada en segundos, para conseguir la inactivación de una población bacteriana determinada. El valor A0 de manera práctica implica la medición de la energía gastada (temperatura/ tiempo) que demuestra si el proceso de desinfección ha generado o no el efecto letal deseado. Para un lavacuñas el valor A0 es de 600 segundos, pero en el instrumental quirúrgico el valor A0 es más exigente, 3000 segundos para conseguir la eliminación del virus de la hepatitis B. El incremento de unos pocos grados de temperatura reduce el tiempo de exposición de forma ostensible. La desinfección a 93ºC mantenida al menos 2 minutos y 30 segundos (A0= 3000 segundos) es realizada después de repetidos lavados con detergente productos limpiadores y agua, y garantiza una acción bactericida, fungicida, tuberculicida, y virucida, que contribuye a la eficacia de la esterilización.
Temperatura ºC
A0 600 segundos
A0 3000 segundos
93º
30”
2´30”
90º
1 ´
5 ´
85º
3´10”
16´
80º
10´
50´
La UNE-EN-ISO 15883-5: 2008 exige la validación de la LD una vez instalada, para ello deben tener entradas para sondas de validación independientes que permitan verificar la homogeneidad de las temperaturas en el interior de la cuba. Por lo que se refiere a la eficacia microbiológica, se pueden utilizar los test de suciedad. Se han desarrollado varios métodos de verificación (test de suciedad y dispositivos de control), en conformidad con los estándares (UNE-EN-ISO-15883: 2007+ AC 2009, Anexo C). Las LD se deben validar cuando se instalan por primera vez y controladas periódicamente por el usuario para asegurar una conformidad de funcionamiento.
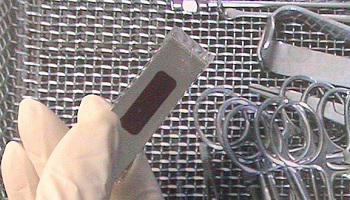
El test TOSI® (Test Object Surgical Instruments®) se ha convertido en una herramienta aceptada para probar el desarrollo de un proceso de limpieza, pero no está incluido en la UNE-EN-ISO-15883-5: 2008 como método útil para la validación de la limpieza. Consiste en una tira metálica parcialmente cubierta por suciedad, con características similares a la sangre humana. La tira está encapsulada en una cubierta de plástico, diseñada para que el acceso de los productos químicos sea más difícil desde un extremo a otro. Es una prueba calibrada y la eliminación de la suciedad indica la eficacia del proceso, se puede colocar en la cesta junto con el material. Permite determinar con fiabilidad, de forma repetible y por una sencilla inspección visual el grado de eficiencia del proceso de lavado. Así mismo, permite diferenciar, en caso de fallo, si el defecto de lavado es aplicable a aspectos mecánicos o a aspectos químicos. Se realizará como mínimo una vez a la semana con tres tiras en diferentes lugares de las cestas, o bien como recomienda el fabricante de forma diaria en todas las lavadoras o túneles (su frecuencia de uso no está establecida en ninguna norma UNE-EN-ISO o Guía). Se considerará como correcto si la prueba de eficacia está completamente limpia. Se considerará como incorrecta si la prueba de eficacia aparece con residuos de cualquier tipo; en este caso se repetirá la prueba para descartar un incidente ocasional. En caso de existir un segundo fallo y en función de la interpretación de resultados, se tomarán las medidas correctivas oportunas.
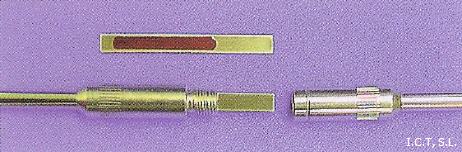
También existe el TOSI LUM-CHECK® para la simulación del lavado interior en tubos, permitiendo colocar un test TOSI® en el interior de un dispositivo tubular de acero que puede unirse a circuitos a través de un conector.
Cuadro Resumen del Control de calidad para el lavado mecánico
CONTROL
TIPO
FRECUENCIA
FISICO
Temperatura
Tiempo
Dosificación detergente
Fases del lavado
Por ciclo
Por ciclo
Por ciclo
Por ciclo
PRUEBA DE EFICACIA TOSI®
Interno
Semanal (mínimo)
INSPECCION VISUAL
Externo
Por instrumento
Para la evaluación de la eficacia de los procesos de termodesinfección y lavado se empieza a recomendar la realización de controles microbiológicos periódicos de instrumental o de los equipos sometidos a termodesinfección. Su frecuencia debe establecerse en el sistema de gestión de la calidad, ya que no está establecida en guías o normas UNE-EN-ISO. Sus resultados pueden compararse con los estándares de superficie de la Industria Farmacéutica. Se realizará mediante toma de muestras microbiológicas de flora bacteriana aerobia mesófila y flora fúngica (mohos y levaduras); posteriormente se hará un recuento de unidades bacterianas por unidad de superficie muestreada (Zonas limpias<5 ufc/25 cm2 y Zonas estériles 0 ufc/25 cm2 de aerobios mesófilos totales).
Dentro de la línea de monitorización electrónica han aparecido en el mercado varios modelos como el WAD-1® y WAD-5® de Interster®; y el Data Logger 4020® de 3M® para LD que son dispositivos de control independientes a las mismas, no desechables, resistentes y precisos, capaces de proporcionar alta calidad de información; los datos de temperatura y tiempo se almacenan usando un software y pueden ser fácilmente recuperados para valoración en verificaciones de calidad, así como también pueden ser integrados como parte del sistema de trazabilidad. Estos registradores pueden preprogramarse, mediante una programación del tiempo de activación deseado, muestreo de tiempo, temperatura y duración del tiempo de muestreo; ventajas claves que aseguran el control continuo dentro del proceso total. Ofrecen una garantía independiente para poder liberar las cargas basadas en resultados del Valor A0 de letalidad del proceso tal y como se define en la UNE-EN-ISO 15883-1: 2007+ AC 2009. Su utilización debe ser periódica, pudiéndose realizar pruebas diarias de rutina ya que permite monitorizar cada carga liberada (Apartado de 6.8.1 de la norma).
En el Anexo C de la UNE-EN-ISO-15883: 2007+ AC 2009 aparecen como métodos aceptados el Test de la Ninhidrina (puede tener una cierta variabilidad por la superficie de la toma de la muestra), el Método OPA para la detección de contaminación proteínica residual (método cuantitativo pero largo y complejo), y el Método Biuret de tipo semicuantitativo que se basa en la toma de una muestra de 10 cm2 con una torunda específica y ponerla en contacto con su reactivo. La empresa 3M® ha desarrollado un sistema de detección de proteínas CTPRO50® que es acorde a lo marcado a la normativa y que se basa en la detección de proteínas del Método Biuret, permitiendo la detección de hasta 3 µg de proteínas presente el instrumental, tras haber incubado durante tan solo 15 minutos la muestra, lo que le da inmediatez. Se trata de un sistema de control sencillo, rápido, semicuantitativo y otorga autonomía al personal de la central de esterilización al no requerir un equipamiento sofisticado. La frecuencia de uso debe estar determinada, fijada y planificada en el sistema de gestión de calidad.
Como vemos, se ha repetido en varios lugares que «la frecuencia será determinada por el sistema de calidad que esté instaurado en la Central».
La mayor parte de la bibliografía utilizada pertenece a: Scaini R. La sterilizzazione ospedaliera alla luce della Direttiva Europea 93/42 sui dispositivi medici. Alinea Editrice, Firenze, 2010
Seguimos con nuevas normas. Tras la lectura del nuevo Reglamento sobre Productos Sanitarios, parece que las centrales de esterilización van a tener un nuevo concepto ¿Cambio de paradigma? Nos convertimos en RUMED«Reprocessing Unit for Medical Devices» (Recomendaciones).
Pues resulta que tenemos que hacer «Gestión de Riesgos en la Central/RUMED», para ello nos puede ayuda la UNE-EN-ISO 13485:2016AC. Productos sanitarios. Sistemas de gestión de la calidad. Requisitos para fines reglamentarios. Pero que nadie crea que le va a dar un protocolo o guía de actuación, sino una serie de recomendaciones para aplicarlo. Esta actualización de 2017 tiene un coste de 0€, pero que nadie se crea que AENOR regala las normas, la anterior tiene un precio de 90€ (¡a rascarse el bolsillo!).
Como suele ocurrir con las ISO, no nos dan soluciones sino un camino para empezar a trabajar.
Cuando una Central decide obtener la Licencia de Funcionamiento de acuerdo al RD 1519/2009, puede pasar a un paso más allá (de carácter voluntario) y certificarse en la UNE-EN ISO 9001:2015. Quizás lo siguiente, es que la certificación según la UNE-EN ISO 13485 nos sea obligatorio si nos queremos convertir en fabricantes.
¿Cuántas veces nos han dicho que les hagamos una prueba de que un producto está estéril? Cada vez que lo oigo, pido ayuda al «Tío la Vara» por que es una demanda o pregunta continua.
La esterilización se denomina «Proceso especial», por que no tenemos medios para demostrar terminalmente que el producto está estéril. Por eso, la insistencia en validar y controlar todo el proceso, es decir, si controlamos el proceso, controlamos el producto final. Es como una cerilla, deja de funcionar o de serlo al encenderla o abrir el paquete.
La esterilidad de un producto es un concepto teórico y probabilístico que llega a 1 entre un millón según la UNE-EN 556. ¿Por qué sino se ponen y usan tantos indicadores? Físicos, químicos (internos, externos), biológicos, controles de lavado, validaciones, Bowie-Dick®, test de vacío…. que ya revisaremos en este blog.
«La esterilidad de un lote de artículos médicos es pues una noción relativa. Y según las técnicas analíticas, este es el nivel de calidad que se deberá analizar entre un millón de artículos esterilizados.» (Tomado de Manual OPS-OMS, 2008)
«Un producto se considera estéril cuando existe una probabilidad de uno entre un millón de que contenga microorganismos viables. Es lo que se llama S.A.L. (Sterility Assurance Level o Nivel Seguro de Esterilidad) y se expresa como 10-6 (10 elevado a menos 6)» (Tomado de la Guía de Estándares del Ministerio de Sanidad)
Ya se ha publicado el nuevo Reglamento 2017/745 DEL PARLAMENTO EUROPEO Y DEL CONSEJO de 5 de abril de 2017 sobre los productos sanitarios, por el que se modifican la Directiva 2001/83/CE, el Reglamento (CE) nº 178/2002 y el Reglamento (CE) nº 1223/2009 y por el que se derogan las Directivas 90/385/CEE y 93/42/CEE del Consejo.
Es un texto de obligado cumplimiento en España y en todos los países de la Unión y que ha entrado en vigor el 1 de abril.
Debe tener una transposición a un Real Decreto en España, por lo que seguimos con el actual decreto, el RD 1591/2009, que es el rige y dirige las actuales centrales de esterilización en España.
En una lectura rápida, llaman la atención dos artículos:
Artículo 15.- Persona responsable del cumplimiento de la normativa
1.-En la organización del fabricante tendrá que haber al menos una persona responsable del cumplimiento de la normativa que cuente con la pericia necesaria en el ámbito de los productos sanitarios…..
Esta persona deberá tener una titulación (¿Derecho? ¿Ingeniería? y experiencia de 4 años en sistemas de calidad de productos sanitarios. Están exentas las microempresas.
Artículo 17.- Productos de un solo uso y su reprocesamiento
1.-El reprocesamiento y la nueva utilización de productos de un solo uso podrán llevarse a cabo solo cuando lo permita la legislación nacional y únicamente con arreglo al presente artículo.
Es legal reprocesar, siempre y cuando nos lo permita nuestro país, y cumpliendo unas normas como fabricantes.
E incluye una novedad, que es informar al paciente sobre este reprocesado:
Los Estados miembros fomentarán, y podrán exigir, que los centros sanitarios proporcionen a los pacientes información sobre el uso de productos reprocesados en los centros sanitarios y, cuando proceda, cualquier otra información pertinente sobre los productos reprocesados con los cuales se trata a los pacientes.
Todavía debemos esperar a ver qué pasará en España, ya que el Reglamento deja una puerta abierta en cada país. Es sabida, la prohibición en España, pero si la posibilidad en España.
9.- Los Estados miembros que permitan el reprocesamiento de productos de un solo uso podrán mantener o introducir disposiciones nacionales que sean más estrictas que las establecidas en el presente Reglamento y que restrinjan o prohíban, en su territorio, las acciones siguientes: a) el reprocesamiento de productos de un solo uso y la transferencia de productos de un solo uso a otro Estado miembro o a un tercer país para su reprocesamiento; b) la comercialización o la nueva utilización de productos de un solo uso reprocesados.
Mientras tanto, no podemos reesterilizar o reprocesar productos de un solo, de hacerlo estamos cometiendo una infracción muy grave según el RD 1591/2009. Si nos obligan desde un servicio externo al nuestro («siempre se ha hecho así», «pues en mi otro hospital me lo hacían», «no pasa nada»…), nos deberán firmar un documento mediante el que ellos se responsabilizan de esa esterilización y de ese uso fuera de ficha técnica.
Hasta que nos digan lo contrario, NO PODEMOS REESTERILIZAR PRODUCTOS DE UN SOLO USO.












































Debe estar conectado para enviar un comentario.