El blog de la limpieza, desinfección y esterilizacion de dispositivos sanitarios. Este Blog no pertenece ni representa a ninguna Sociedad Científica, Asociación u Organismo, su finalidad es la difusión de conocimientos y actividades relacionados con la Esterilización. Todo es fruto de una búsqueda personal de evidencia en este campo sanitario. El administrador de este blog no se responsibiliza de la información contenida en el blog pues pudieran existir errores de intepretación o traducción en algún caso de los artículos o fuentes originales. Se recomienda, por tanto, consultar con los escritos originales (enlaces), de los que tampoco este administrador se responsabiliza de su exactitud. Tampoco se responsabiliza de las opiniones vertidas por sus seguidores. Los contenidos patrocinados se indicarán debidamente.
Los próximos 26, 27 y 28 de octubre de 2023 celebraremos el Curso «SEGURIDAD Y OPTIMIZACIÓN DE PROCESOS EN LA UNIDAD DE REPROCESAMIENTO DE DISPOSITIVOS MÉDICOS HOSPITALARIA».
Este curso se desarrollará en la Sala N-1 S2 007 del Hospital Universitario Central de Asturias (Avda Roma s/n. Oviedo) y está dirigida a todos los profesionales implicados en la gestión de centrales de esterilización y área quirúrgica, así como en la prevención, control de infecciones y seguridad de pacientes.
Y es que, como en nuestras casas, hay tantos indicadores como mandos a distancia, y debemos saber para qué sirve cada uno, y que el de la TV, es diferente al del TV por cable, el DVD, el vídeo o la consola de los niños. “Los indicadores químicos son sustancias empleadas para controlar uno o más parámetros del proceso de esterilización con el propósito de detectar fallos en el paquete, carga o función del esterilizador”. Su uso es parte de un programa de garantía de la calidad efectivo. Ningún indicador químico verifica que un dispositivo está realmente estéril. El hecho de que un indicador químico no haya alcanzado los valores necesarios indica que los productos han sido envasados o colocados incorrectamente, o un mal funcionamiento del equipo.
La ventaja de usar un indicador químico es que dan una lectura inmediata y, junto con las mediciones físicas (presión, temperatura, tiempo…) proporcionan la primera indicación de si se han alcanzado las condiciones del proceso predefinidas durante el ciclo. Están diseñados para reaccionar solo cuando se exponen a condiciones químicas específicas; esto nos hace pensar que cuanto mayor es el número de variables críticas del ciclo detectadas por el indicador químico, mayor es la fiabilidad de dicho indicador. Si consideramos el proceso de esterilización por vapor, vemos por ejemplo que un indicador químico sensible para la exposición a vapor saturado /Temperatura /Tiempo nos dará una fiabilidad superior que otro indicador solo sensible a la Temperatura o a la Temperatura y vapor. Son sustancias tales como tintas, ceras y soluciones químicas que mediante una reacción química cambian su aspecto cuando se exponen al proceso de esterilización. Los indicadores químicos son específicos para cada proceso de esterilización; esto quiere decir que si un Indicador químico está diseñado para el control de la esterilización por vapor, no puede ser usado para el control del calor seco, óxido de etileno, vapor a baja temperatura y formaldehído o ningún otro sistema de esterilización diferente al vapor
Basados en estas consideraciones, los indicadores químicos se han agrupado en diferentes clases tales como se especifica en las normas UNE-EN-ISO (el orden no tiene valor jerárquico de importancia o uso prioritario):
EN 867-1 (derogada)
ISO 11140-1 (vigente)
Clase A: Indicadores del Proceso
Clase B: Indicadores para uso en pruebas Específicas
Clase C: Indicadores de Variable Única
Clase D: Indicadores de Variables Múltiples
Tipo 1: Indicadores del Proceso
Tipo 2: Indicadores para uso en pruebas Específicas
Tipo 3: Indicadores de parámetro único
Tipo 4: Indicadores multiparamétricos
Tipo 5: Indicadores Integradores
Tipo 6: Indicadores Emuladores
¡y ya no se denominan Clase, si no Tipo! (Gracias Isabel SdP por recordármelo)
Definición de Indicador según la normativa UNE-EN-ISO 11140-1: 2009, que no viene mal repasar:
Indicadores de proceso (Tipo 1): “…diseñado para ser utilizado en paquetes individuales para demostrar que el paquete ha sido expuesto al proceso de esterilización…”, estarán en cada paquete procesado. Son los indicadores que cambian de color en los sobres y envases de papel, envases mixtos, etiquetas y pegatinas que se ponen el exterior de los contenedores.
Indicadores de pruebas específicas (Tipo 2): “…pensados para utilizarse en pruebas específicas (ej.: test de Bowie-Dick)…”, y utilizados en esterilizadores de vapor de prevacío.
La norma UNE-EN ISO 17665-1 establece que se debe realizar una una prueba de penetración de vapor todos los días en que se use el esterilizador. Hay dos tipos de prueba de penetración de vapor disponibles, la prueba de carga hueca (es decir, una hélice) y la prueba de carga porosa (es decir, un paquete de prueba Bowie Dick La prueba o test de Bowie-Dick). A veces se les denomina «Dispositivos de desafío de proceso (PCD)«. Ambas pruebas (PCD) están diseñadas para probar la capacidad de penetración de vapor (eliminación de aire) del esterilizador, al crear un desafío para su sistema de eliminación de aire. En el Simposio Satélite del último Congreso del CEDEST, Natalia Aguilar de la empresa Steris mostró el AB101 que incluye estos dos desafíos en un solo dispositivo: una prueba de carga porosa y una prueba de carga hueca. Parece un dispositivo sencillo, que es reutilizable (y viene con 400 indicadores) y con una tinta que pasa de amarillo a azúl intenso (lo que no sé es el precio).
dig
Indicadores de parámetro único (Tipo 3): “…diseñados para responder a una de las variables críticas del proceso…”. Están casi en desuso. Estas variables críticas son las que denomina la norma como SV.
Indicadores multiparamétricos (Tipo 4): “…diseñados para responder a dos o más variables críticas del proceso…”, reúnen más variables que los de tipo 3.
Indicadores Integradores (Tipo 5): “…diseñados para responder a todas las variables de esterilización… La respuesta está diseñada para emular la inactivación de un indicador biológico…”, son útiles en instrumental sólido y poroso, debiéndose colocar en cada paquete en el punto de peor penetración del agente esterilizante. Están diseñados para ser equivalentes o exceder los criterios de los indicadores biológicos según la UNE-EN-ISO 11138.
Indicadores Emuladores (Tipo 6): “…diseñados para reaccionar ante todas las variables críticas del proceso de esterilización…” para mostrar si un esterilizador funcionó de acuerdo con el ciclo establecido por el fabricante, pero sin base biológica y no puede ser sustitutivo del indicador biológico. Su uso es similar a los de Tipo 5, sin embargo debe haber un indicador para cada tipo de ciclo y de carga. Ambos tipos (Tipo 5 y 6) de indicador químico están recogidos en la guía ANSI/ AAMI/ ISO 11140-1: 2005. Hay que fijarse bien en el etiquetado, y que indique claramente qué tipo es.
Y es que ésto es un no parar. La entrada la he publicado el 10 de noviembre, y nuestro amigo José Luis Camón de Amcor, me informa de más novedades, que debo publicar por su importancia (12/11/2018). Después de la UNE-EN ISO 11140-1:2009, se editó la UNE-EN ISO 11140-1:2014, que incorpora muchas novedades. La más considerable es categorizar los indicadores, además de por sus niveles de detección, también por su aplicación. Se establecen 3 categorías «E»; «S» y «I» . Que corresponden a:
«E»= Externos, es decir los Clase 1 de proceso, pasan a ser Tipo o categoría e1
«S»= De aplicaciones especiales por tanto los Bowies y Test de carga, pasan de Clase 2 a Tipo s2
«I»= Internos y las clases 3; 4 ; 5; 6 pasan a ser Tipos i3; i4; i5; i6.
La categorización de indicadores por su funcionamiento permite separar la delgada línea que se está creando entre dispositivos s2 (Bowie) y los i5 e i6. Hay algunos hospitales que preparan un test de carga, hecho por ellos, con un indicador i5 o un i6 , pero la información que reciben de su prueba, se debe considerar bajo el punto de vista de una prueba s2 (Load Test o PDC).
Y como José Luis es así me ha dado su consentimiento para que os traslade su presentación en pdf de Lisboa. Creo que su lectura es muy interesante, además de la de este libro.
Para los distintos tipos de esterilización se definen unas variables críticas establecidas (SV) (apartado 5.2 de la norma) y que debemos controlar:
– Vapor de agua: Temperatura, presión y tiempo.
– Calor seco: Temperatura y tiempo.
– Óxido de etileno: Temperatura, tiempo, humedad relativa y concentración de óxido de etileno.
– Vapor de agua-Formaldehído: Temperatura, tiempo, humedad relativa y concentración de formaldehído.
– Peróxido de hidrógeno vaporizado: Temperatura, tiempo, concentración de peróxido y plasma si procede.
– Irradiación: Dosis total absorbida.
Por lo tanto, para llevar a cabo el mejor control rutinario y efectividad de los procesos de esterilización, los diferentes indicadores químicos hay que colocarlos dentro y fuera de los paquetes que van a ser procesados:
Control de la exposición con Indicadores químicos externos (control de la exposición): El indicador químico más popular ha sido la cinta indicadora impresa con una tinta química que cambia de color cuando es expuesta al ciclo de esterilización. Se trata del tipo UNE-EN 867-1 (Clase D) o del Tipo 1 de la UNE-EN-ISO 11140-1. Las cintas o etiquetas indicadoras se colocan en todos los paquetes que se van a esterilizar. El propósito de los indicadores químicos externos es diferenciar entre paquetes procesados y no procesados, y no establecen si se cumplieron los parámetros para una esterilización adecuada.
Control del paquete con Indicadores químicos internos (Control del paquete o de la carga): Los indicadores químicos internos más conocidos han sido las tiras impresas con diferentes tintas químicas. El problema de este tipo de este tipo de tintas es que la interpretación de los resultados está basada en un cambio de color visual y a veces es difícil distinguir fallos marginales. Los integradores químicos no pueden utilizarse en lugar de los indicadores biológicos ya que no se ha comprobado una concordancia absoluta entre ambos. Lo recomendable es incluir estos indicadores en todos los paquetes de más de 30 litros o en aquellos con material implantable. Estos indicadores no pueden ser retirados sin alterar las condiciones de esterilidad, por lo que son comprobados en el momento de su uso. En el caso de no ser correctos, el contenido del paquete se considera no estéril y será devuelto a esterilización. Si los controles físicos y químicos externos son correctos se tomará como correcta la carga de autoclave, volviéndose a esterilizar únicamente el paquete afectado. La colocación y frecuencia de uso de un indicador químico interno debe utilizarse en cada paquete que se va a esterilizar (de al menos 30 litros). El indicador químico debe colocarse en la parte del paquete que se considere menos accesible a la penetración de vapor.
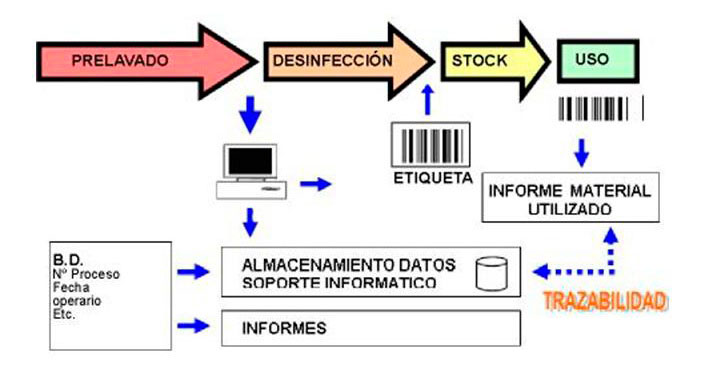
Y siguiendo con la entrada de la Trazabilidad, sería interesante que en el bloque quirúrgico o punto de uso se cogieran estos indicadores y se adjuntarán a los registros del paciente o a los de la central de esterilización. De esta manera conseguimos incrementar la seguridad del paciente.
La trazabilidad es la «Serie de procedimientos que permiten seguir el proceso de evolución de un producto en cada una de sus etapas», es decir, en esterilización conocer cada una de las etapas y su registro. Según la AECOC es «el conjunto de aquellos procedimientos preestablecidos y autosuficientes que permiten conocer el histórico, la ubicación y la trayectoria de un producto o lote de productos a lo largo de la cadena de suministros en un momento dado, a través de unas herramientas determinadas»
Tomado de Trazins
¿Cómo aplicarlo en esterilización? La primera idea que debemos tener es que es obligatorio para todas aquellas personas que limpiamos y esterilizamos instrumental, o sea, que lo que se diga es válido para un hospital y un centro de veterinaria o de tatuajes. Independientemente del tamaño de nuestro centro lo podemos dividir en áreas funcionales que se crean y diferencian dependiendo de las diferentes actividades que se desarrollan en esterilización. No hablamos de bloques o zonas aisladas, o estructuras físicas, si no zonas funcionales (sucio y limpio). Un dentista puede tener una pila y zona de lavado, una pequeña mesa para comprobar el instrumental y secarlo, luego en otra zona del mostrador empaquetarlo y al final de ese mostrador (o en otro lugar) esterilizar el instrumental.
Cada una de estas áreas funcionales debe disponer de unos protocolos específicos y normalizados de trabajo, conservando todos los procedimientos en registros físicos o informáticos, que permitan documentar la trazabilidad de todos los productos que se procesan. Tendremos registros de lavado y esterilización, en esta tabla ponemos un ejemplo que no pretende que se aplique en su conjunto si no adaptándolo a la realidad de cada centro (Tabla) y que aparece en la Guía de estandares del Ministerio (2011).
La esterilización de materiales es un proceso que se denomina “Procesos especiales”, para los que no es posible la verificación de la eficacia del método en el producto final. Por ello es necesario contar con un control en todas las etapas de producción que conseguimos gracias a los registros y “reports” generados. Tan solo así garantizaremos la seguridad del proceso y la trazabilidad del mismo, requisito esencial que deben adoptar los fabricantes según el RD 1591-2009 (artículos 13, 22 y Anexo II sobre Sistema Completo de Garantía de Calidad): “La aplicación del sistema de calidad deberá garantizar la conformidad de los productos con las disposiciones aplicables del presente Real Decreto en todas las fases, desde el diseño hasta los controles finales”.
Tomado de Marvax
La Circular 22/1997 de la Dirección General de Farmacia también hace referencia al sistema de calidad y trazabilidad como elemento indispensable para la solicitud de la licencia de funcionamiento: “c.1) Empresas fabricantes: El archivo documental de fabricantes contendrá: …… La documentación que permita el seguimiento de los productos dentro de la cadena de producción y control, así como su identificación inequívoca”.
Puede parecer difícil pero no imposible. Por ejemplo en un consultorio dental, ocurre muchas veces que podemos usar varias veces un fórceps a lo largo de una jornada, tras su preceptivo tratamiento. Deberíamos tener anotado ese fórceps en todo el proceso, y finalizarlo en la historia del paciente, para que luego no tengamos problemas. La trazabilidad debe finalizar en la historia clínica del paciente.
La norma no dice cómo debemos hacer la trazabilidad, dice que hay que hacerla y nos deja la posibilidad del papel, informática, data matrix, marcados láser, RFID (radiofrecuencias)… Lo que me dice la experiencia es que el marcado pieza a pieza es difícil (es nuestro sueño), pero que al menos deberemos llegar al contenedor, caja o bandeja de instrumental.
No vamos a negar las ventajas del marcado individual (racionalizar el inventario, reducir el riesgo clínico, mejorar la eficiencia de la cadena de suministro, estandarización de cajas y auditoría del instrumental). Incluso si fuésemos capaces de poner RFID quizás a más de uno le saltaba una alarma al salir del hospital.
Toda esta información que producimos es información clínica y por tanto se debe custodiar y almacenar durante al menos 5 años (excepto en implantes que es más tiempo), y eso incluye nuestras fichas de recepción de material, carga y registros de lavadoras, resultados de Bowie-Dick, resultados de controles biológicos…. Lo dice claramente la Ley 41/2002 en su artículo 17, y todo ello deberemos tenerlo localizable y de fácil acceso (por si acaso lo pide alguien…). Cómo almacenarlo dependerá del sistema elegido. Si es informático será lo que digan los informáticos con sus nubes, servidores, backups… Y si es en papel deberá ser un almacén con estanterías protegidas de la humedad, incendios… Lo que no debemos cumplir es la LOPD (Ley Orgánica de Protección de Datos, Ley 15/1990) por que nosotros no tenemos datos de pacientes o que pueda permitir su identificación.
Desde luego quien lo pide siempre, son esos auditores que se creen que se las saben todas, esos de las ISOs. Y que nosotros pagamos para que nos digan que hacemos cosas mal, pero que nosotros nos comprometemos a mejorar con el tiempo y que lo registraremos debidamente. Y luego nos dan el certificado, y renovamos el contrato con ellos.










")









")















Debe estar conectado para enviar un comentario.